U poređenju sa konvencionalnim metodama proizvodnje, 3D štampanje se ističe kao ekonomičnije, praktičnije rešenje koje proizvodi znatno manje otpada i toksičnih nusproizvoda. Ono je transformisalo način na koji pristupamo izradi prototipova i maloserijskoj produkciji, omogućavajući nam da to radimo iz udobnosti sopstvenih domova. Ipak, uprkos svojoj praktičnosti, 3D štampanje nije uvek jednostavan proces.
Brojni faktori, od nepravilne zategnutosti kaiševa, netačnog momenta zatezanja mlaznice, do grešaka u konfiguraciji softvera za sečenje, mogu rezultirati katastrofalnim neuspesima u procesu 3D štampe. Ali, nema razloga za brigu, jer smo sastavili listu najčešćih problema u 3D štampi, zajedno sa korisnim savetima kako ih izbeći.
1. Pojava niti (Stringing)
Iako pojava niti ne predstavlja katastrofalan ishod za estetske 3D otiske, tanki pramenovi plastike koji se protežu horizontalno preko praznih prostora modela svakako narušavaju njegov izgled. Štaviše, prekomerno nitanje može dovesti do problema sa preciznošću u funkcionalnim otiscima, posebno onima koji uključuju pokretne delove.
Šta uzrokuje pojavu niti?
Ovaj neželjeni defekt se javlja kada 3D štampač ne spreči isticanje rastopljenog filamenta iz mlaznice dok prelazi preko praznina unutar 3D modela. Na ovu pojavu utiče niz faktora, od viskoznosti rastopljenog filamenta do pritiska unutar mlaznice.
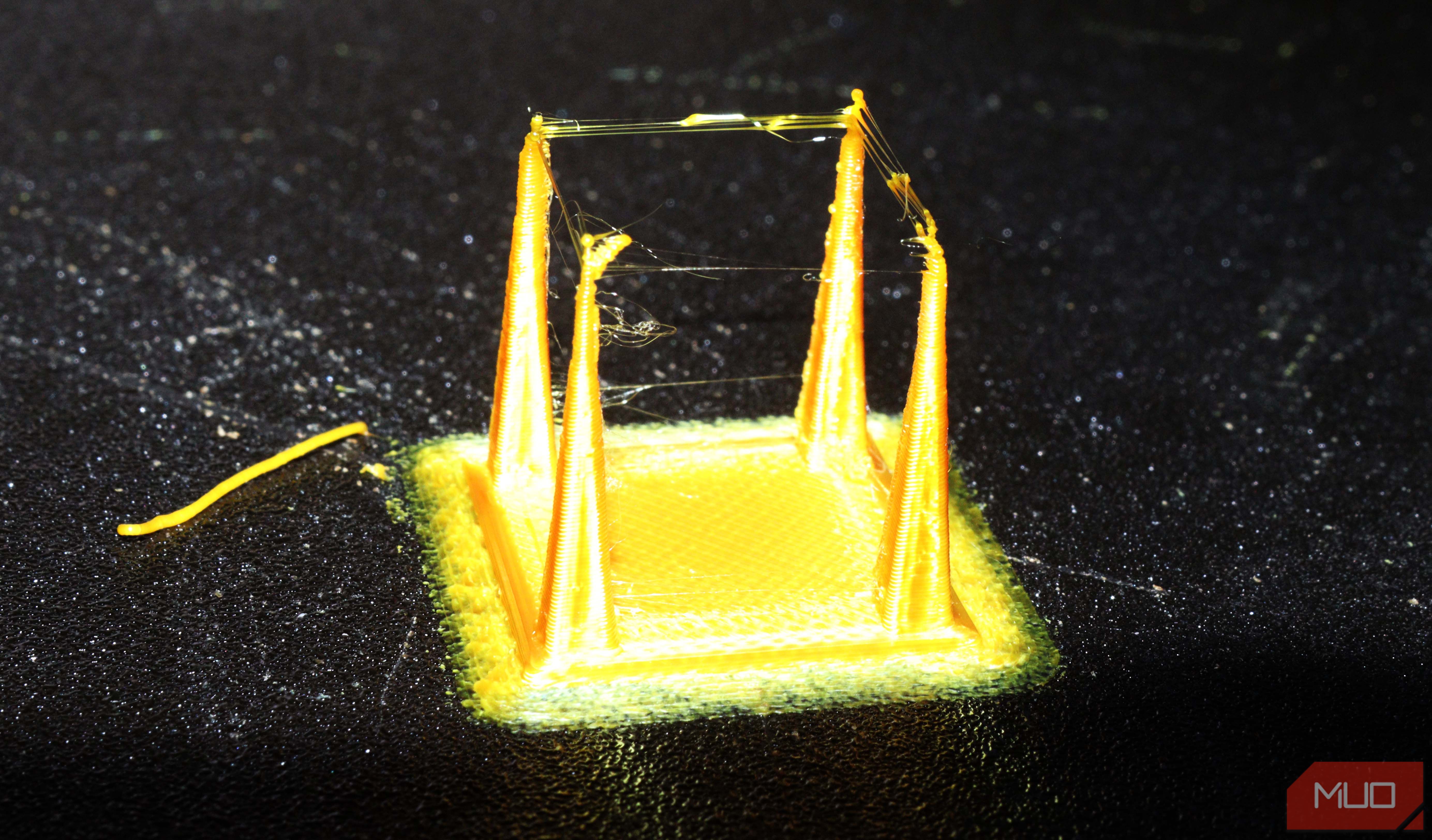
Drugim rečima, štampanje na prekomerno visokim temperaturama omogućiće filamentu da lakše ističe iz mlaznice, što rezultira nitanjem. Istovremeno, ako se ne smanji pritisak u mlaznici, doći će do prevremenog izbacivanja rastopljene plastike. Prisustvo vlage u filamentu takođe može doprineti nastanku niti.
Situacija se dodatno komplikuje činjenicom da su određeni materijali, kao što je PETG, prirodno skloniji ovom problemu u 3D štampi.
Kako popraviti nitanje: Koristite nižu temperaturu
Što je temperatura mlaznice viša, to će filament lakše isticati kada to nije poželjno. Postizanjem optimalne temperature mlaznice, postiže se željena viskoznost filamenta, što omogućava vašem 3D štampaču da preciznije kontroliše protok rastopljenog materijala. Na sreću, postoji jednostavan način da se to postigne.
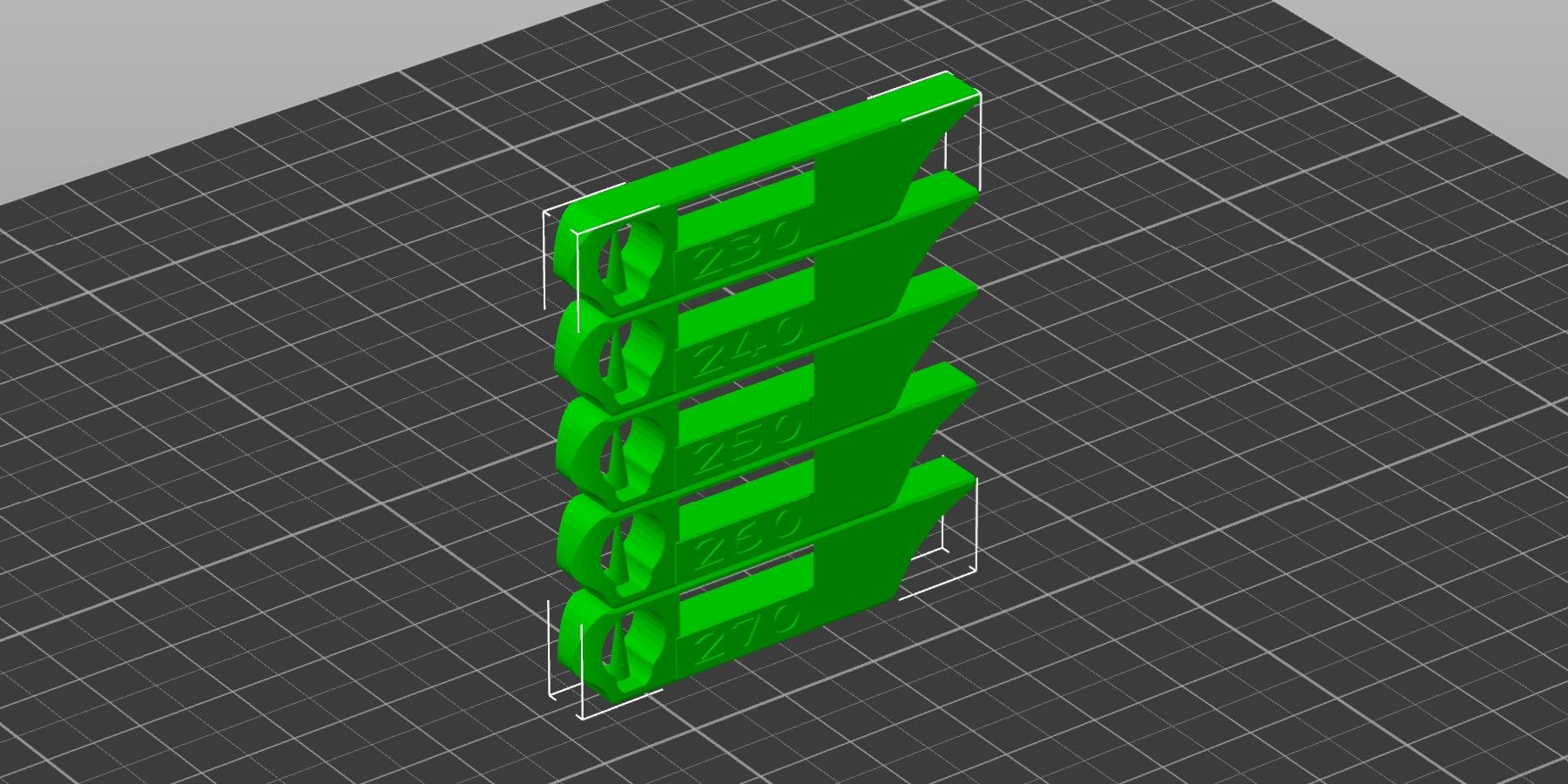
Većina savremenih programa za sečenje, poput PrusaSlicera ili njegovog open-source pandana SuperSlicera, ima ugrađene modele za testiranje temperature. Koristite ove alate za kalibraciju da biste precizno podesili temperaturu mlaznice za određeni filament koji koristite. Temperaturni toranj omogućava štampanje različitih delova modela na različitim temperaturama mlaznice.
Ovo je idealan način da se pronađe optimalna temperatura koja omogućava maksimalnu čvrstoću međuslojne adhezije, a istovremeno smanjuje nitanje. Štampajte testne otiske na različitim nivoima temperature kako biste odredili koja je postavka dovoljno jaka za vašu primenu, a da istovremeno sprečava pojavu niti.
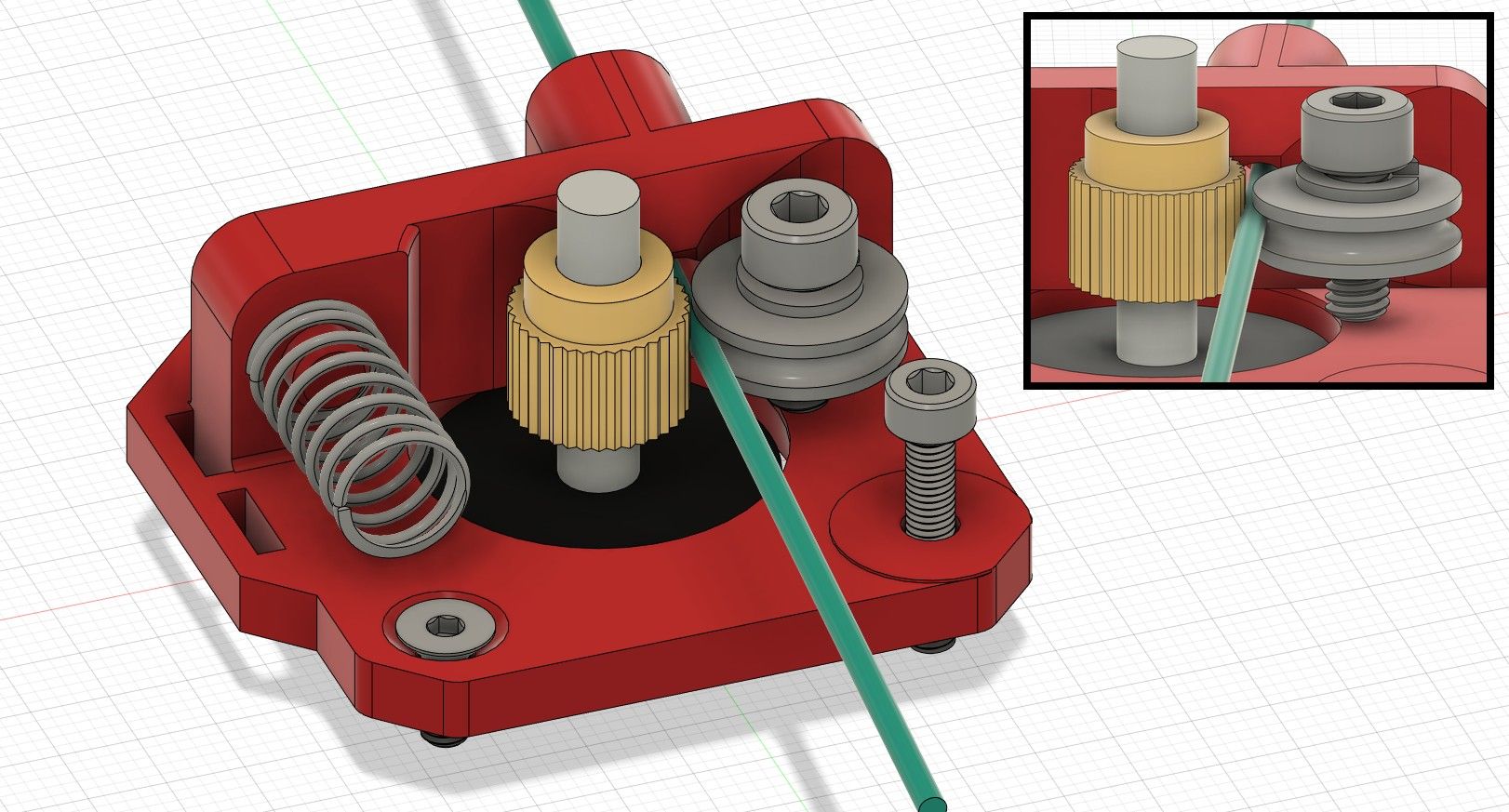
Kako podesiti postavke uvlačenja
Sada kada smo se pozabavili problemom prekomerne temperature mlaznice, možemo se usredsrediti na smanjenje pritiska unutar mlaznice. Potiskivanje rastopljenog filamenta kroz mali otvor u mlaznici zahteva značajan pritisak. Ako se ova ogromna sila potiskivanja ne smanji na vreme, filament će nastaviti da ističe iz mlaznice, što se manifestuje kao pojava niti.
Vaš softver za sečenje sadrži opciju pod nazivom rastojanje uvlačenja, koja služi upravo ovoj svrsi. Kao što samo ime sugeriše, ova opcija smanjuje pritisak mlaznice tako što povlači filament u suprotnom smeru. Vrednosti rastojanja uvlačenja se mere u milimetrima i kreću se od 0,4 mm do 1,2 mm za ekstrudere sa direktnim pogonom. Međutim, Bowden ekstruderi zahtevaju uvlačenje od 2 mm do 7 mm. Ako niste sigurni u tipove ekstrudera, obratite se našem vodiču o razlikama između direktnog pogona i Bowden ekstrudera.
Vrednost se takođe menja u zavisnosti od krutosti i elastičnosti materijala filamenta. Štampanje kalibracionih modela optimizovanih za uvlačenje je jedini održiv način da se utvrdi odgovarajuća postavka za vaš 3D štampač. Slično temperaturnom tornju, većina kvalitetnih programa za sečenje ima ugrađene tornjeve za uvlačenje. Ako ne, možete preuzeti toranj za uvlačenje sa Printables da biste otkrili koja postavka rastojanja uvlačenja vam najviše odgovara.
Pored rastojanja uvlačenja, brzina uvlačenja takođe utiče na pojavu niti. Ona varira od 25 mm/s do 60 mm/s za većinu filamenata, ali zavisi i od toga da li koristite direktni ili Bowden ekstruder, kao i od žilavosti i elastičnosti materijala koji se štampa. Previše niska brzina pogoršava nitanje, dok će previsoka vrednost dovesti do toga da zupčanici ekstrudera oštete filament ili ga čak potpuno prekinu. Ponovo, kalibracioni otisci su najbolji pristup.
2. Začepljenje mlaznice
Do začepljenja mlaznice dolazi kada filament ne može proći kroz mlaznicu, što dovodi do nepotpunih otisaka ili izostanka ekstruzije. Za razliku od nitanja, ovo uvek rezultira potpunim neuspehom štampe. Identifikovanje uzroka začepljenja i pronalaženje rešenja nije tako jednostavno zbog velikog broja varijabli koje su uključene.

Šta uzrokuje začepljenje mlaznice i kako ih sprečiti
Složenost ekstrudera 3D štampača stvara mnoge potencijalne tačke kvara koje mogu dovesti do začepljenja mlaznice. Generalno, primarni uzroci se kreću od mehaničkih (ekstruder, mlaznica, grejač) problema do izbora filamenta i prakse rukovanja. Pogledajmo najčešće uzroke.
Kvalitet filamenta: Jeftiniji filamenti često sadrže prašinu i ostatke koji se vremenom mogu akumulirati u mlaznici i blokirati je. Nije neuobičajeno pronaći čak i metalne fragmente unutar filamenata proizvedenih od strane brendova koji ne poštuju odgovarajuće standarde proizvodnje. Nije potrebno mnogo da se zapuši prosečna mlaznica koja ima otvor od samo 0,4 mm. Isplati se koristiti visokokvalitetne filamente renomiranih brendova. Međutim, uticaj nekvalitetnih filamenata može se lako ublažiti primenom postupka hladnog uvlačenja za preventivno održavanje mlaznica.
Neodgovarajuća veličina mlaznice: Filamenti koji koriste mešavine ugljeničnih i staklenih vlakana mogu lako da začepe standardne mlaznice od 0,4 mm koje se nalaze na većini 3D štampača. Bolje je koristiti veće mlaznice od 0,6 mm kako biste smanjili rizik od blokiranja malog otvora mlaznice velikim kompozitnim materijalima. Ovaj savet se takođe odnosi na drvene, svetleće u mraku i metalne filamente.
 Kredit za sliku: Nachiket Mhatre
Kredit za sliku: Nachiket Mhatre
Prevelika visina sloja: Deblji slojevi se štampaju brže, ali preterivanje sa tim može lako da zapuši mlaznicu. Visina sloja idealno ne bi trebalo da prelazi 75 procenata veličine mlaznice. To znači da je visina sloja od 0,3 mm otprilike najviše što možete bezbedno da koristite za mlaznicu od 0,4 mm.
Štampanje modela na većim visinama sloja zahteva izuzetno visok protok filamenta, što je nemoguće bez povećanja temperature mlaznice. Ako se ne obezbedi dovoljno toplote, ekstruder neće moći da potisne hladan filament iz mlaznice.
Puzanje toplote: Sa druge strane, štampanje na previše visokim temperaturama može dovesti do toga da toplota „puzi“ sa tople strane kroz termalni prekid na hladnu stranu. Do začepljenja mlaznice dolazi svaki put kada se filament topi na pogrešnoj strani termalnog prekida. Ako ventilator na hotendu prestane da radi, nije neophodno štampati na posebno visokim temperaturama za materijale sa niskom temperaturom omekšavanja kao što je PLA da biste začepili mlaznicu.
Ovaj problem se može efikasno ublažiti proverom funkcionalnosti ventilatora na hotendu pre štampanja. Korišćenje titanijumskih ili tanjih čeličnih termalnih prekida takođe smanjuje puzanje toplote. Ako štampate PLA u zatvorenom štampaču, dobra je ideja da vrata budu otvorena. Ako ništa drugo ne uspe, možda ćete morati da nadogradite na moćniji ventilator za hotend.
Istrošenost ekstrudera: Motor ekstrudera i sklop zupčanika moraju da generišu veliki obrtni moment i silu prianjanja da bi potisnuli filament kroz mlaznicu. Ovo se posebno odnosi na velike brzine štampe za materijale koji se štampaju na višim temperaturama. Izlazni obrtni moment starijih koračnih motora ekstrudera može se smanjiti tokom vremena, ili se zupčanici ekstrudera mogu istrošiti. Kombinacija ovih faktora na starom štampaču može dovesti do nedovoljne sile ekstruzije koja izaziva začepljenje mlaznice.
Međutim, kada se suočite sa začepljenjem mlaznice, naš vodič za odčepljivanje mlaznica 3D štampača će vam biti od velike pomoći.
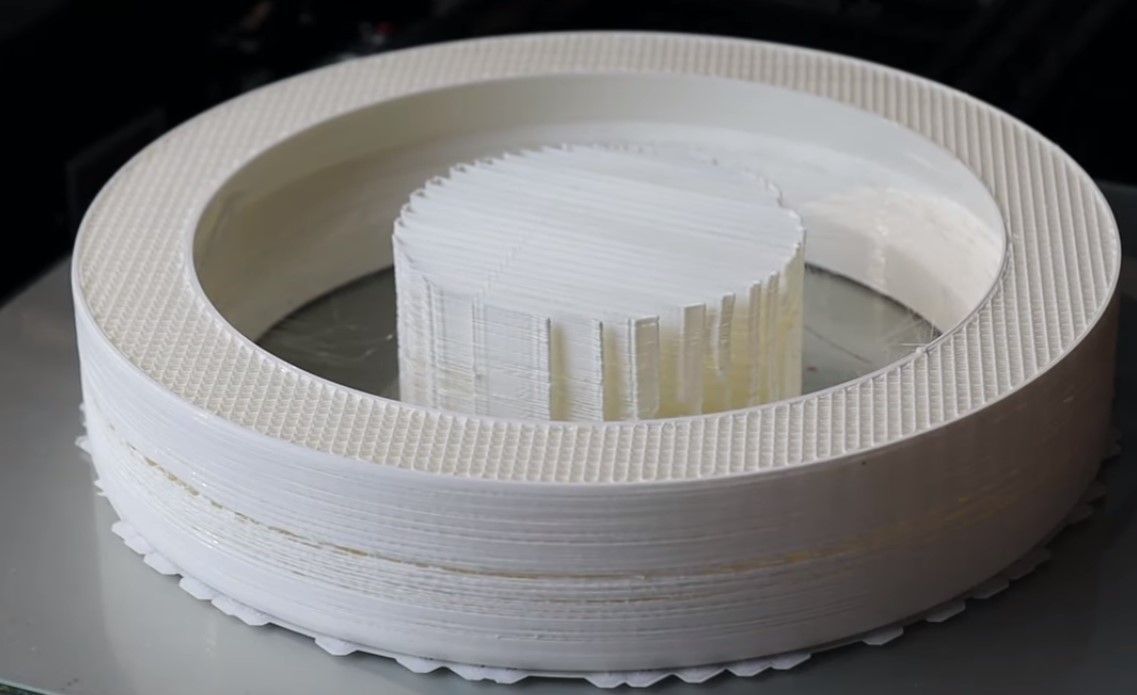
3. Izvijanje (Warping)
Izvijanje se javlja kada se uglovi ili ivice otiska podignu sa podloge za štampanje tokom procesa štampanja. Iako ovo može izgledati kao estetski problem, ono značajno smanjuje tačnost dimenzija funkcionalnih otisaka. Štaviše, prekomerno izvijanje može dovesti do odvajanja celog otiska od podloge, što rezultira neuspešnim štampanjem.
 Kredit za sliku: CNC Kitchen/YouTube
Kredit za sliku: CNC Kitchen/YouTube
Šta uzrokuje izvijanje?
Lakše je razumeti mehanizam izvijanja ako zamislimo da se mali zid štampa u ABS materijalu. Prvih nekoliko slojeva se nanosi na 260°C na podlogu koja je zagrejana na 100°C kako bi se olakšalo prijanjanje. Kako štampa napreduje, slojevi u blizini ležišta su na 100°C, dok su oni iznad na trećini te temperature.
Gornji slojevi, koji su u kontaktu sa hladnijim vazduhom, počinju da se skupljaju kako se hlade, dok su topliji donji slojevi u blizini zagrejane podloge relativno veći zbog termalne ekspanzije. Skupljanje gornjih slojeva uzrokuje da se topliji slojevi u blizini podloge savijaju, što postaje očigledno kada se uglovi podižu od podloge.
Iako adhezija na podlogu može ublažiti izvijanje, ono se zapravo javlja zbog temperaturne razlike između toplih i hladnih slojeva otiska. Zbog toga se izvijanje češće javlja kod tehničkih materijala kao što su najlon i ABS koji se štampaju na značajno višim temperaturama.
Kako sprečiti izvijanje
Ublažavanje pomenute temperaturne razlike je najbolji način da se spreči izvijanje. To se lako postiže za ABS otiske, jer je za to potrebna zatvorena komora za štampanje. Ova komora zadržava toplotu koju proizvodi grejana podloga i podiže temperaturu komore do 70°C za manje štampače, kao što je Voron 0 serija.
Ova metoda takođe funkcioniše za zahtevnije materijale kao što su najlon i polikarbonat. U idealnom slučaju, elektroniku štampača treba premestiti van komore kako bi se osigurala dugotrajnost. Ipak, ni jednostavno kućište ne može sprečiti izvijanje ekstremno velikih ili visokih otisaka na većim 3D štampačima. U tom slučaju morate aktivno zagrejati komoru za štampanje na najmanje 60°C.
Važno je napomenuti da tako visoke temperature komore nisu idealne za materijale kao što su PLA i PETG, koji imaju tendenciju da omekšaju na tim temperaturama. Ovi materijali se najbolje štampaju na otvorenim 3D štampačima, sa podlogom zagrejanom na temperaturu prelaska stakla (omekšavanja) (između 45°C i 60°C) radi poboljšanja prijanjanja. Izvijanje se može dodatno ublažiti smanjenjem temperature mlaznice, ali to takođe dovodi do slabijih otisaka.
Po pravilu, dodavanje oboda velikim ravnim površinama ili ušica na oštre uglove otisaka poboljšava prijanjanje, efikasno sprečavajući da se materijal koji se skuplja podigne od donjih slojeva. Naš vodič o različitim površinama za 3D štampanje (i kada ih koristiti) pomoći će vam da poboljšate adheziju prvog sloja.
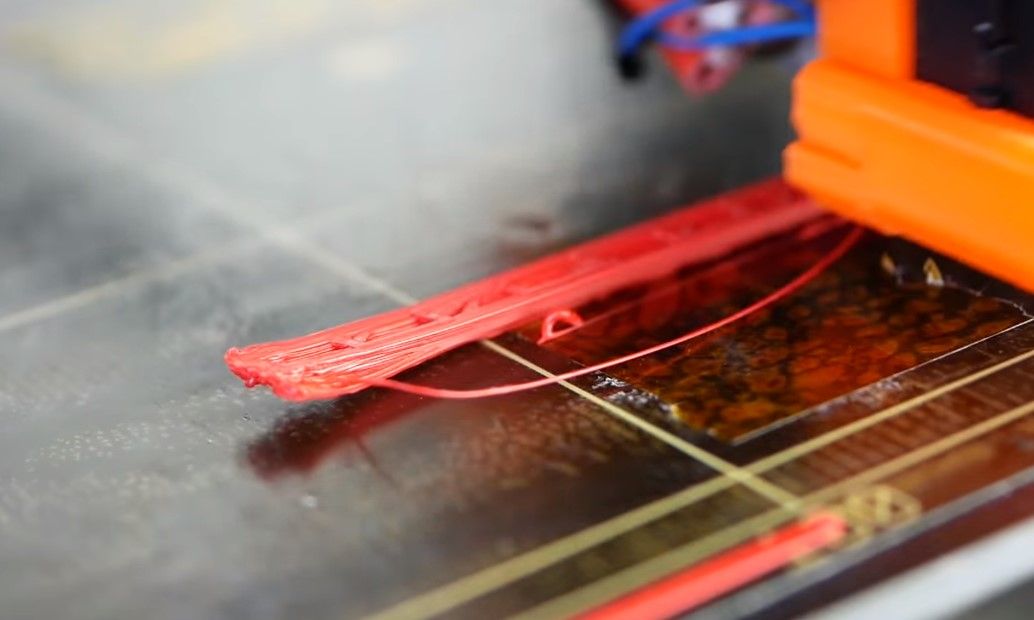
4. Razdvajanje slojeva ili slabi otisci
Razdvajanje slojeva ili delaminacija se dešava kada slojevi otiska ne prijanjaju pravilno jedan za drugi, što dovodi do praznina ili pukotina u otisku. 3D štampač je u suštini pištolj za topljenje lepka koji kontroliše robot. A lepak za topljenje deluje zato što je, pa, vruć.
Slično tome, štampanje na nižim temperaturama mlaznice će rezultirati lepšim otiscima koji se ne izvijaju mnogo, ali nedostatak toplote ozbiljno narušava međuslojnu adheziju. Ovo dovodi do slabih otisaka koji se lako lome duž linija slojeva.
 Kredit za sliku: Callum Coles/YouTube
Kredit za sliku: Callum Coles/YouTube
Kako poboljšati adheziju sloja i sprečiti slabe otiske
Čvrstina vašeg 3D otiska u svim pravcima, osim duž linija slojeva, određena je od strane proizvođača filamenta. Pročitajte više o tome kako izbor filamenta utiče na uspeh vaših 3D otisaka. Međutim, linije slojeva su neizbežne tačke kvara za sve 3D otiske, bez obzira na materijal koji se koristi. Zbog toga je ključno pridržavati se ovih najboljih praksi za poboljšanje međuslojne adhezije.
Štampanje na odgovarajućim temperaturama: Kalibrišite temperaturu mlaznice koristeći ranije pomenute testne otiske temperaturnog tornja. Ovi 3D modeli su dizajnirani da se lome na svakom temperaturnom odeljku kako bi se proverila čvrstina adhezije sloja. Ovo je najbolji način da se uspostavi ravnoteža između kvaliteta štampe i čvrstine međuslojeva.
Velika brzina ventilatora za hlađenje delova: Ako je brzina ventilatora za hlađenje delova postavljena na previsoku, to može dovesti do prebrzog hlađenja slojeva, što rezultira slabim prijanjanjem. Iako brže hlađenje delova obezbeđuje lepše otiske i bolji kvalitet prepreka i potpora, ovo negativno utiče na međuslojnu adheziju u materijalima kao što su ABS, najlon i polikarbonat.
Vlažan filament: Prisustvo vlage u filamentu uzrokuje stvaranje pare u vrućoj mlaznici, koja unosi mikro-mehuriće i šupljine u ekstrudirani materijal. Ovo ne samo da narušava kvalitet površine otiska, već ga čini i krtim. Materijali pogodni za početnike, kao što su PLA i PETG, nisu podložni vlazi, ali higroskopni filamenti kao što je najlon moraju se temeljno osušiti u sušari pre štampanja.
Četiri jahača apokalipse 3D štampanja
Postizanje uspešnih 3D otisaka ne završava se na obezbeđivanju dobrog prijanjanja prvog sloja. Podešavanje postavki štampača i softvera za sečenje kako biste ublažili ova četiri uobičajena problema, trebalo bi da značajno smanji vaše šanse da naiđete na neuspešan 3D otisak.